苏州人人鼎模架有限公司与您一同了解金华压铸模具成型生产的信息,压铸模设计原则,要记牢一.模架外表面要求光亮平整,前后模框加2个打出孔,注意要加在没有镶件的位置,防止零件掉出来。A.B板模框间配合各做,/时加做飞水挡板防止铝飞出来渣伤人。为了防止模板变形,起码做2个支撑柱,一个放在分流锥,一个放在分流锥的上面,注意不要与其他零件干涉。模具加根中托司和中托,中托边做成带限位的。模具底板要做通,便于散热。模具四个角要切角,防止安装时不撞格林柱,定位圈内孔表要求内圆磨后氮化,并沿出模方向抛光。定位圈表面的冷却环底部到分流锥表面的长度一般等于料饼厚度。固定此冷却环的方式有2种烧焊和加热压入。分流锥要做运水来冷却,且离分流锥表面mm.模架四个导柱孔要做撬模槽,深度mm。模架要调质处理的,可以是锻打的模架。为了方便取内模的镶针,可以在模具表面加打孔,然后收几个无头螺丝,这样方便拆装更换镶针。吊装孔至少为M30深45的,顶部至少2个.外置要加做弹簧保护套,防止弹簧变形。高出模架面的且要与地面接触的面要加支撑柱。
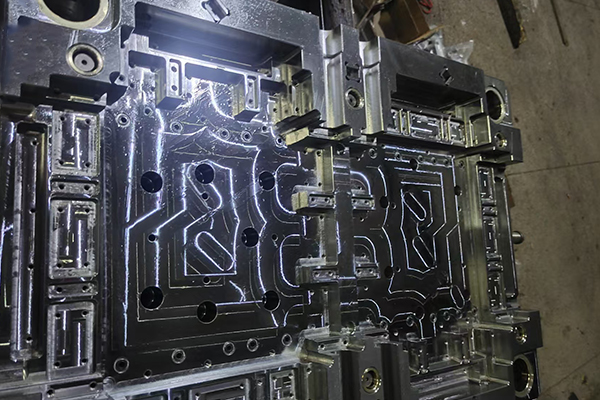
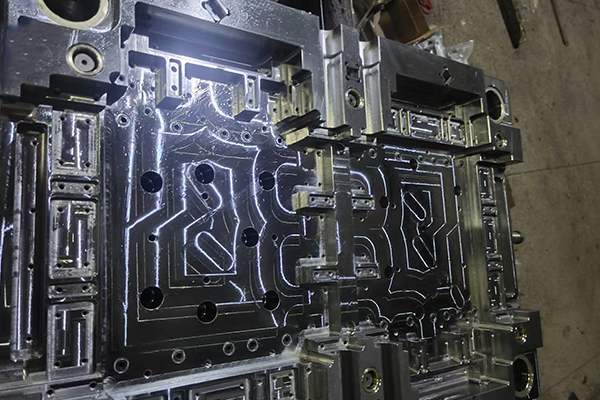
模架的结构设计也是影响模具整体性能的关键因素。合理的结构设计能够优化模具的受力情况,减少应力集中和变形,确保模具在长时间使用过程中依然保持高精度和稳定性。此外,结构设计还需要考虑到模具的导向和定位等因素,以确保模具在合模、开模等过程中的顺畅和准确。标准压铸模模架又可叫标准模座或者标准模坯,它由专业的公司进行生产。一般可分类为二板式模具,简称为二板模。另外一种叫三板式模具,简称为三板模。二板模又可叫做大水口,三板模又可叫做细水口。依据产品和模具的加工容易度,不同的标准模架类别中又有不同的样式。
金华压铸模具成型生产,材料利用率高压铸工艺可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件,材料利用率较高。适合批量生产尽管压铸适合批量生产,但由于模具和设备的高昂造价,通常只用于大量生产。小批量生产不适合压铸工艺。铸件质量压铸件组织致密,具有较高的强度和硬度,但可能存在气孔及氧化夹杂物等题。适用材料压铸工艺主要使用不含铁的金属,如锌、铜、铝、镁、铅、锡及其合金。设备成本高铸造设备和模具的造价高昂,这使得压铸工艺在工业生产中具有一定的经济门槛。
压铸模具成型加工,模具存放模具模架基本的用途是存放模具。在生产过程中,无论是塑料模具、橡胶模具还是压铸模具,都需要经过反复使用和存放。模具模架可以使这些模具整齐有序地存放,免去了堆放、摆放的麻烦,节省了存放空间。模具保护模具模架在模具储存的同时,还能对模具进行保护。模具的材料通常是金属或塑料等,特别是小型模具,一旦受到撞击或摆放不当,很容易造成变形、划痕、断裂等损坏。而模具模架可以保护模具不受损坏或变形,延长模具的使用寿命,同时也方便对模具进行检修和维护。
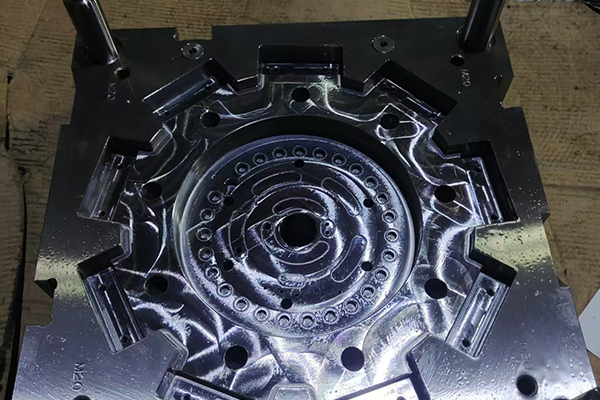
铝压铸模架生产,上方是一个典型模架结构图。右边部份称为上模,左边部份称为下模。注塑时,上下模会先结合,让塑料于上下模块成型部份成型。然后上下模会分开,并由以下模为主的顶出装置将成品推出。上模(前模)配置为内模件成型部分或原身成型部分。流道部分〔含热咀、热流道(气动部分)、普通流道〕。冷却部分(运水孔)。下模(后模)配置为内模件成型部分或原身成型部分。推出装置(成品推板、顶针、司筒针、斜顶等)。冷却部分(运水孔)。固定装置(撑头、方铁及针板导边等)。